Menu

FMEA in the automotive industry: how to structure DFMEA and PFMEA according to APQP and IATF 16949 standard
In the automotive industry, failure prevention is a fundamental requirement to ensure product quality and reliability throughout the product life cycle.
In this context, FMEA (Failure Modes and Effects Analysis) is one of the main tools among the APQP Core Tools, widely used to identify, analyze and control potential risks in the development of products and manufacturing processes.
The structured application of DFMEA (Design FMEA) and PFMEA (Process FMEA) makes it possible to anticipate problems before they occur, directly contributing to compliance with the requirements of the IATF 16949 standard and the consistency of product approval process with the customer, as per the PPAP/VDA2 in the automotive industry: how to organize and streamline product approvals with the customer.
What is FMEA?
FMEA (Failure Mode and Effects Analysis) is a systematic methodology used to:
- Identify potential failure modes
- Analyze the effects of these failures
- Assess associated risks
- Define actions to eliminate or reduce these risks
FMEA is applied throughout the entire product life cycle and is directly linked to quality planning within the APQP, contributing to risk management in the automotive industry: a practical guide and failure prevention throughout development.
DFMEA and PFMEA: What's the difference?
Although they are part of the same methodology, DFMEA and PFMEA have different approaches:
DFMEA (FMEA Design)
Applied in the product development phase.
Objective:
- Identify potential project failures
- Assess product performance impacts
- Propose design improvements
PFMEA (Process FMEA)
Applied in the development phase of the manufacturing process.
Objective:
- Identify potential failures in the manufacturing process
- Assess operational risks that causes potential failures.
- Ensure stability and repeatability in production
The correct application of these two approaches makes it possible to address risks from the concept of the product to its series production, ensuring greater consistency and traceability of technical information, as discussed in The traceability of data from engineering to aftermarket: the competitive advantage of today’s automotive industry.
How to Structure a DFMEA and PFMEA Consistently
To ensure the FMEA effectiveness, a structured approach needs to be followed, according to AIAG/VDA and IATF 16949 guidelines.
1. Scope Definition
- product (DFMEA) or process (PFMEA)
- Limits of the system analyzed
- Functions and requirements
2. functions Identification
- Product functions or process operation
- Associated technical requirements
3. Potential Failure Modes Identification
- How the function can fail
- Possible process or product variations
4. Failure effects analysis
- End User Impact
- Security Impact
- Impact on Specification Compliance
5. Potential Causes Identification
- Failure Origin
- Factors contributing to the problem
6. Risk assessment
- Severity (S)
- Occurrence (O)
- Detection (D)
These factors allow you to prioritize actions based on the associated risk.
7. Actions Definition
- Cause Removal
- Reduced occurrence
- Improved detection
8. Continuous Update
The FMEA should be reviewed whenever it exists:
- Engineering change
- Process change
- Failure occurrence not previously foreseen
- Audits or lessons learned
- RFMEA – Reverse Process FMEA
FMEA integration with other APQP Core Tools
The FMEA should not be treated as a stand-alone document.
It must be directly connected to:
- Characteristics Matrix
- Process Flow Diagram
- Process Control Plan
- Work Instructions and Reaction Plans
- Process Capability Studies (Pp, PpK / Cp, Cpk)
- Control Systems Studies (MSA Measurement Systems Analysis)
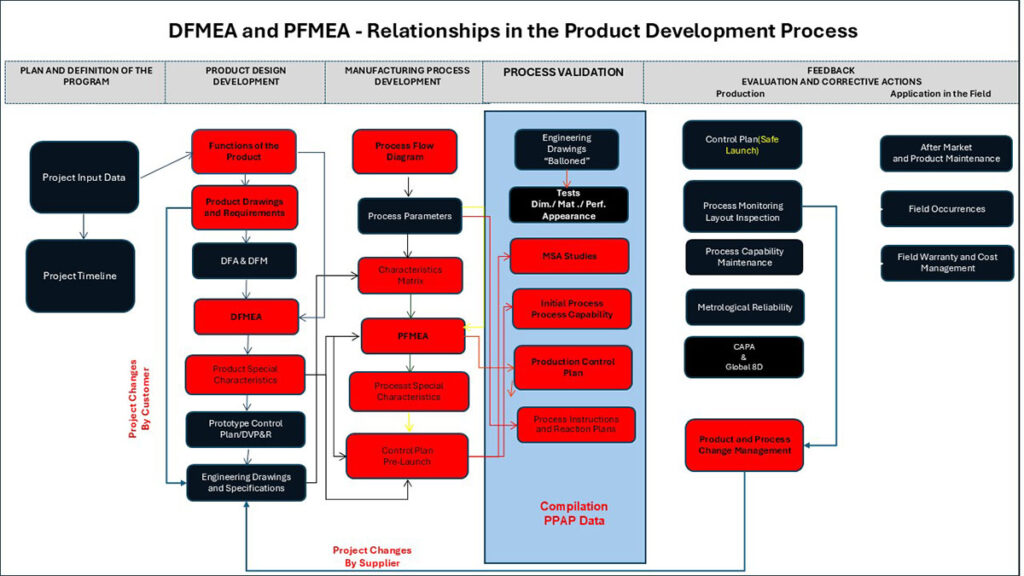
This integration ensures that the identified risks are effectively controlled in the production process and are available to be evidenced in audits. How Digital Automotive Audit Is Covered : How to Prepare and Implement Best Practices with Integrated Tools.
Common Challenges in Implementing the FMEA
Despite its importance, many companies face difficulties such as:
- FMEA treated only as a documentary requirement
- Lack of update after engineering changes (Product/Process)
- Lack of consistency with the Process Control Plan
- Difficulty in following the actions implemented
- Disconnection between engineering and production
These factors reduce the efficiency and effectiveness of the tool and increase the failures risks of product and process, directly affecting the final quality and the need for additional controls, often managed by specific systems, as shown in How automotive quality software reduces nonconformities, improves product quality, and increases production reliability.
How ISOQualitas PLM Contributes to FMEA Management
ISOQualitas PLM allows you to structure and integrate FMEA within the product lifecycle.
In the context of DFMEA and PFMEA, the system allows:
✔ Structured management of DFMEA and PFMEA in a digital environment
✔ Integration with the Process Control Plan and work Instructions
✔ Connection with APQP and other core tools
✔ Track revision and change history
✔ Traceability of defined actions
✔ Audit support to IATF 16949
In addition, the system is positioned as a complement to traditional management systems, as demonstrated in PLM x ERP x SGQ: What are the differences and their benefits?
The structured application of DFMEA and PFMEA is essential to ensure the quality, safety, and reliability of automotive products.
When integrated with the other APQP Core Tools, the FMEA contributes to failure prevention, process improvement, and compliance with the requirements of the IATF 16949 standard.
With the support of solutions such as ISOQualitas PLM, companies can organize their risk analysis, maintain decision traceability, and strengthen their technical maturity in product and process development.
Recent Posts
Archive
Categories
Categories
- APQP and Core Tools (2)
- Automotive Audits (2)
- Automotive Cybersecurity (1)
- Automotive Digital Transformation (1)
- Automotive Quality and Compliance (1)
- Automotive Quality Management (6)
- Automotive Risk and Quality Management (1)
- Digital Transformation in Industry (5)
- Engineering and Quality (1)
- ESG in the Automotive Sector (1)
- Future of Work (1)
- Gestão da Qualidade Automotiva (1)
- IATF 16949 (3)
- IATF 16949 Compliance (1)
- Industrial Automation (2)
- Industrial Efficiency (1)
- Industrial Technology and PLM (2)
- Industry 4.0 (2)
- Manufacturing Software Solutions (1)
- News (17)
- Nonconformity Reduction (1)
- Product and Process Engineering (3)
- Product Development and Engineering (3)
- Product Lifecycle Management (2)
- Product Lifecycle Management (PLM) (3)
- Quality and Compliance Management (1)
- Quality and Technology (2)
- Quality Management (4)
- Quality Management in Industry (1)
- Recall Prevention (1)
- Risk Analysis and Corrective Actions (1)
- Software-Defined Vehicles (SDVs) (1)
- Sustainability in Industry (1)
- Technological Transformation (2)
Tags
Tags
Artificial intelligence in industry
Automotive APQP
automotive audit preparation
automotive change control
automotive cybersecurity
automotive FMEA
automotive industry 4.0
automotive nonconformities
automotive PLM
automotive product engineering
automotive quality software
automotive risk management
automotive traceability
Continuous improvement in the automotive industry
core tools methodologies
corrective and preventive actions
dfmea pfmea
digital FMEA
engineering and quality integration
engineering change management
human-machine collaboration
IATF 16949
IATF 16949 and ESG
IATF 16949 compliance
industrial digital transformation
Industrial performance indicators (KPIs)
industrial process control
Industrial process management
industrial risk management
Industry 4.0 and quality
ISO/SAE 21434
ISOQualitas PLM
normas automotivas
não conformidades automotivas
process traceability
product engineering automotive
product lifecycle management
quality KPIs
quality management IATF 1694
quality management system
robots and workforce
sistema de gestão da qualidade
technology for ESG
top QMS automotive 2026
vehicle digital safety