Menu
MSA in the Automotive Industry: how to validate measurement systems and avoid analysis errors
In the automotive industry, technical decisions are made based on data.
Dimensional results, capability studies and process validations, which depend directly on the reliability, accuracy and adequacy of the measurement systems used.
When these systems have uncontrolled variations, the risk lies not only in measurement error, but in incorrect decision-making throughout the product development and production.
In this context, the MSA (Measurement System Analysis) is one of the APQP Core Tools essential to validate the reliability of measurement systems and ensure that the data used consistently represents the reality of manufacturing processes and products.
What is MSA?
The MSA (Measurement Systems Analysis) is a methodology used to evaluate the ability of a measurement system to provide reliable results through various statistical studies.
The MSA contributes directly to:
- Reliability of the data collected
- Adequacy of measurement systems
- Control of variations present in control systems
- Consistency of measurements and control
- Decision-making based on real data
- Compliance with IATF 16949 requirements and MSA Manual
Why measurement system validation is essential?
Without a validated measurement system, data can lead to incorrect conclusions, such as:
- Approval of out-of-specification products
- Improper rejection of conforming parts
- Misinterpretation of Process Capability
- Failures to identify root causes
These problems directly impact the quality of the manufacturing process, and consequently the product can generate rework, delays and increased costs. In addition to compromising product approval processes such as PPAP and/or VDA2 used in the automotive industry.
What are the MSA Studies
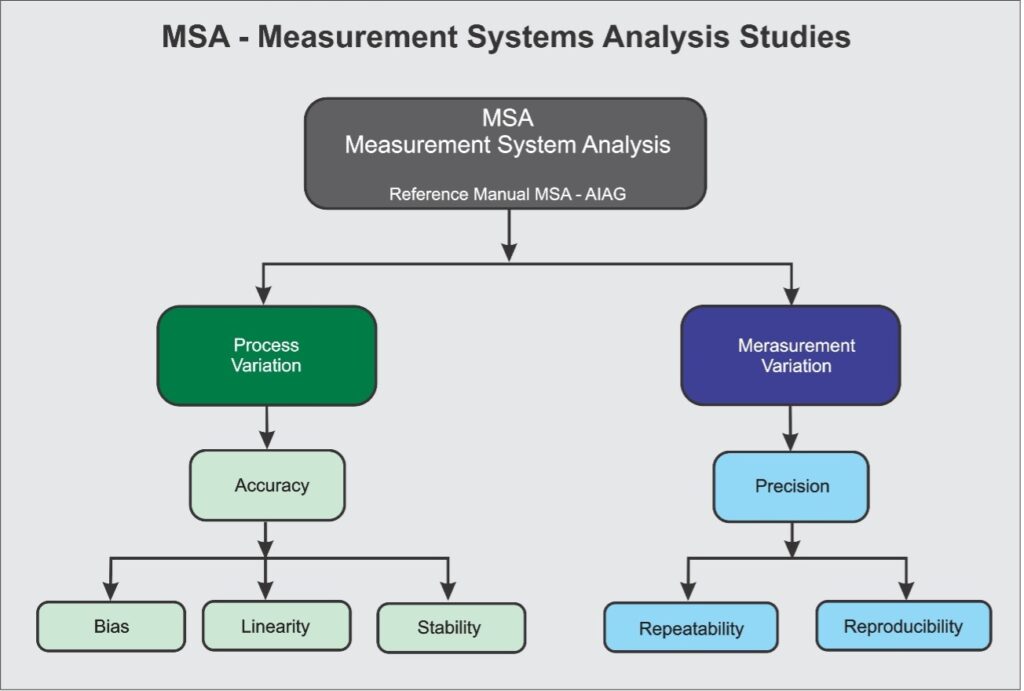
The analysis of measurement systems involves the evaluation of different factors that influence the reliability of the data:
1. Repeatability
Evaluates the variation of measurements taken by the same operator, using the same equipment and under the same conditions (product special characteristics).
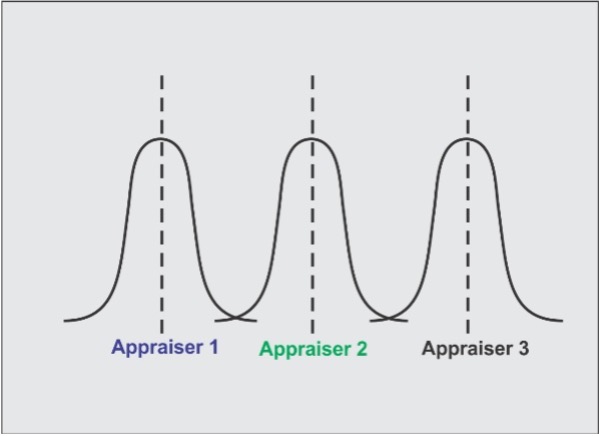
2. Reproducibility
Evaluates the variance between different operators when measuring the same item (product special characteristics).
3. Linearity
Checks the accuracy of the measuring system over the entire measuring range or specific range of interest.
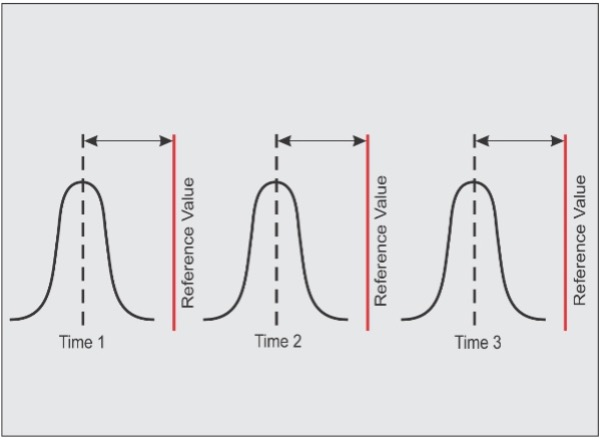
4. Stability
Evaluates the consistency of measurements over time.
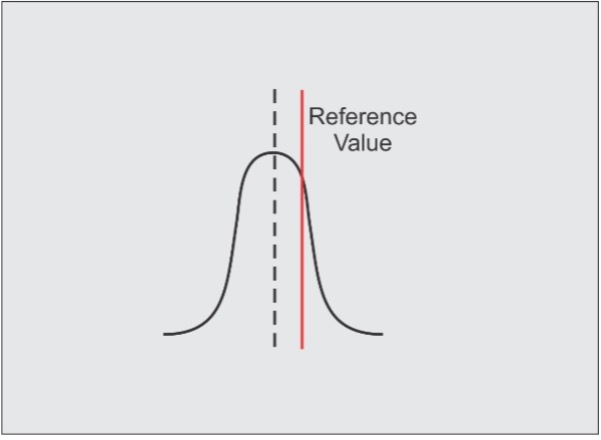
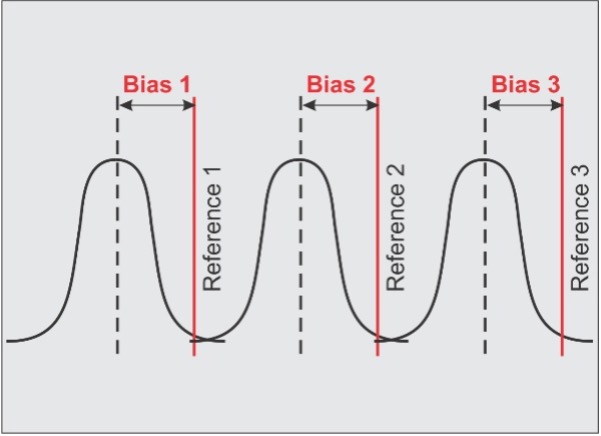
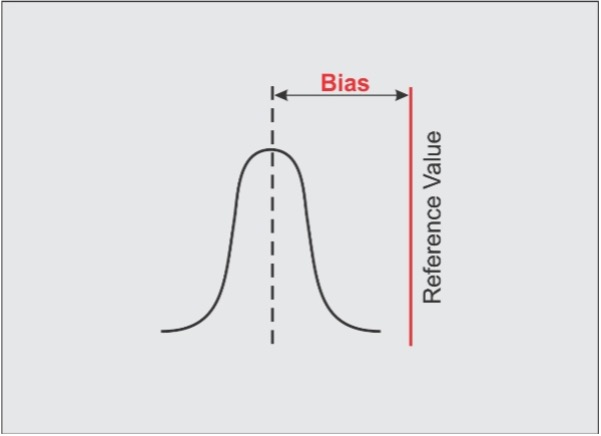
5. Bias
Indicates the difference between the measured value and the actual value (Reference Value).
These studies make it possible to assess whether the measurement system is suitable for use in monitoring the production process and in controlling product quality.
R&R (Repeatability and Reproducibility) Study
One of the key items of the MSA is the R&R study, which is used to quantify the variation of the measurement system.
This study considers:
- Variation of measuring equipment
- Variation between operators
- Total system variation considering product tolerance and/or process variation
Results are typically expressed as a percentage of total process variation or by the tolerance of a product characteristic.
This study is essential to ensure that the data used in analyses such as process capability (Pp/PpK and Cp/Cpk) correctly represent the actual performance of production.
MSA integration with APQP Core Tools
MSA should not be treated as an isolated activity.
It is directly integrated with other APQP Core tools such as:
- PFMEA → Identification of measurement-related risks (Detection)
- Control Plan → Definition of control systems
- Capability Studies → Process Performance Analysis
- PPAP → Validation of the results presented to the client
When integrated correctly, MSA contributes to data reliability throughout the entire product lifecycle, reinforcing data control and traceability from engineering to aftermarket: the competitive differentiator of today’s automotive industry.
Common challenges in applying MSA
In practice, some difficulties are recurrent:
- Absence of MSA studies for all critical devices, especially those that are used to control special features.
- Control systems not updated after process/product changes
- Lack of integration with control plan
- Difficulties in interpreting the results
- Reliance on spreadsheets for statistical studies and manual controls
These factors reduce the reliability of the data and directly impact downstream analyses, such as decisions on product compliance, detection aid in PFMEA, product audits and validations, and Reverse PFMEA.
How ISOQualitas PLM contributes to MSA management
ISOQualitas PLM provides consistent support for integration between Core Tools within the product lifecycle.
In the context of the MSA, the system allows:
- Structured management of measurement studies.
- Integration with control plan and production processes.
- Traceability of measurements and results versus decisions.
- Control of revisions and updates taking into account the control systems used.
- Connection to PFMEA, Control Plan, Operator Instructions, PPAP/VDA2 submission and quality audits and RFMEA – Reverse PFMEA.
- Support for requirements: IATF 16949 standard and APQP Core Tools.
In addition, the system acts in a complementary way to other systems in the organization, as covered in PLM X ERP X QMS: What are the differentials and their benefits
Conclusion
Data reliability is one of the pillars of quality in the automotive industry.
Without a validated measurement system, analyses can lead to incorrect decisions, directly impacting product and process performance.
The structured application of the MSA makes it possible to ensure that the data used in the MSA studies represent reality, contributing to the prevention of failures and to meeting the requirements of the MSA Manual and the IATF 16949 standard.
With the support of solutions such as ISOQualitas PLM, companies are able to integrate MSA with other APQP tools, strengthen information traceability, and increase the technical maturity of their processes.
Recent Posts
Archive
Categories
Categories
- APQP and Core Tools (3)
- Automotive Audits (2)
- Automotive Cybersecurity (1)
- Automotive Digital Transformation (1)
- Automotive Process Engineering (1)
- Automotive Quality and Compliance (1)
- Automotive Quality Management (7)
- Automotive Risk and Quality Management (1)
- Digital Transformation in Industry (6)
- Engineering and Quality (1)
- ESG in the Automotive Sector (1)
- Future of Work (1)
- Gestão da Qualidade Automotiva (2)
- IATF 16949 (3)
- IATF 16949 Compliance (1)
- Industrial Automation (2)
- Industrial Efficiency (1)
- Industrial Technology and PLM (2)
- Industry 4.0 (2)
- Manufacturing Software Solutions (1)
- News (19)
- Nonconformity Reduction (1)
- Product and Process Engineering (4)
- Product Development and Engineering (3)
- Product Lifecycle Management (2)
- Product Lifecycle Management (PLM) (4)
- Quality and Compliance Management (1)
- Quality and Technology (2)
- Quality Management (4)
- Quality Management in Industry (1)
- Recall Prevention (1)
- Risk Analysis and Corrective Actions (1)
- Software-Defined Vehicles (SDVs) (1)
- Statistical Process Control and Quality (1)
- Sustainability in Industry (1)
- Technological Transformation (2)
Tags
Tags
audit-ready QMS
Automotive APQP
automotive cybersecurity
automotive digital transformation
automotive FMEA
automotive nonconformities
automotive PLM
automotive ppap
automotive product engineering
automotive quality
Automotive quality management
automotive quality software
automotive recall
automotive risk management
automotive spc
automotive traceability
Continuous improvement in industry
corrective and preventive actions
data traceability
dfmea pfmea
digital FMEA
engineering change management
failure prevention
IATF 16949
IATF 16949 compliance
industrial digital transformation
industrial erp
industrial risk management
Industry 4.0 and quality
integrated APQP
ISOQualitas PLM
Machine learning in manufacturing
new product development
preparação para auditoria
process traceability
product lifecycle management
product traceability
quality management system
quality management system qms
Real-time data analysis
software-defined vehicles
statistical process control
sustainable manufacturing practices
VDA 6.3 audits
workforce reskilling